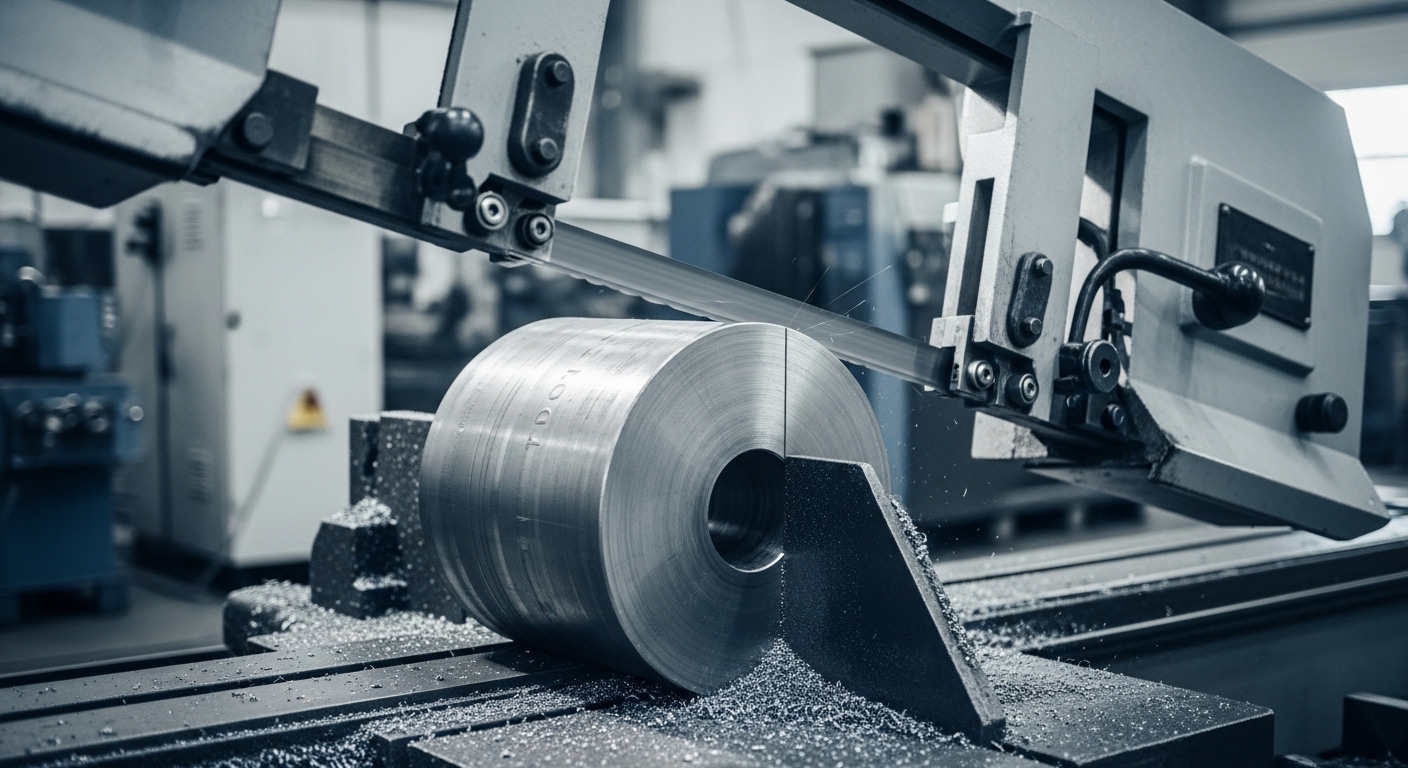
Trong xưởng, tiếng máy cắt lúc nào cũng có. Nhưng có một kiểu âm thanh mà ai làm lâu cũng biết: tiếng rít cao, gắt, nghe rất khó chịu.
Nhiều người quen tai, coi như chuyện bình thường. Máy vẫn chạy, phôi vẫn ra, nên không ai dừng lại kiểm tra.
Nhưng thực tế, khi máy bắt đầu phát tiếng ồn lớn bất thường, đó không phải là “âm thanh vận hành”. Đó là cảnh báo.
Cảnh báo rằng lưỡi đang không cắt đúng cách.
Và nếu cứ để vậy, cái giá phải trả không chỉ là lưỡi mòn nhanh, mà còn kéo theo hàng loạt vấn đề khác: lệch cắt, cháy lưỡi, thậm chí ảnh hưởng cả máy.
Tiếng ồn khi cắt – hiểu đúng bản chất
Cắt kim loại đúng cách thì vẫn có tiếng, nhưng đó là tiếng đều, trầm, ổn định.
Ngược lại, khi có vấn đề, âm thanh sẽ thay đổi:
- Rít cao, kéo dài
- Có lúc ngắt quãng
- Nghe “khô”, không êm
Những âm thanh này không đến từ máy. Nó đến từ ma sát bất thường giữa lưỡi và vật liệu.
Nói đơn giản: thay vì cắt, lưỡi đang bị ép cọ vào vật liệu.
Nguyên nhân 1: Chọn sai bước răng – gốc của tiếng ồn
Đây là nguyên nhân gặp nhiều nhất.
Vì sao sai bước răng lại gây ồn?
Khi bước răng không phù hợp:
- Phoi không thoát được → kẹt phoi
- Răng không ăn đều → lúc cắt, lúc trượt
- Ma sát tăng → phát ra tiếng rít
Tình huống thực tế
Một xưởng cắt thép dày nhưng dùng lưỡi răng nhỏ. Khi cắt, phoi dính lại giữa các răng, lưỡi bắt đầu phát ra tiếng rít rõ rệt.
Đổi sang bước răng thưa hơn, tiếng ồn giảm ngay lập tức.
Insight
Khi nghe tiếng rít cao, trong nhiều trường hợp không cần nhìn cũng đoán được: đang chọn sai bước răng.
Nguyên nhân 2: Lưỡi không phù hợp vật liệu
Không phải lưỡi nào cũng cắt được mọi loại kim loại.
Sai ở đâu?
- Dùng lưỡi thường để cắt inox
- Dùng lưỡi không đủ cứng cho thép hợp kim
- Chọn sai cấp vật liệu lưỡi
Hậu quả
Lưỡi không đủ khả năng “ăn” vật liệu, dẫn đến:
- Trượt nhiều hơn cắt
- Ma sát tăng
- Phát ra tiếng ồn lớn
Ví dụ thực tế
Cắt inox 304 bằng lưỡi không chuyên dụng: tiếng rít rất rõ, kèm theo cảm giác máy nặng. Lưỡi nhanh chóng bị mòn và mất độ sắc.
Chuyển sang lưỡi phù hợp → tiếng ồn giảm đáng kể, cắt êm hơn hẳn.
Nguyên nhân 3: Lực ăn dao không đúng
Đây là lỗi cực kỳ phổ biến nhưng ít ai để ý.
Lực quá nhẹ
- Lưỡi không “ăn”
- Chỉ cạ vào bề mặt
- Phát ra tiếng rít cao
Lực quá mạnh
- Răng bị ép quá tải
- Cắt giật
- Phát ra tiếng va đập không đều
Tình huống thực tế
Một xưởng giảm lực ép để “giữ lưỡi lâu hơn”. Nhưng kết quả là tiếng rít tăng lên rõ rệt, lưỡi mòn nhanh hơn.
Nguyên nhân: lưỡi không cắt mà chỉ đang ma sát.
Nguyên nhân 4: Tốc độ cắt không phù hợp
Tốc độ và lực ăn dao luôn đi cùng nhau.
Nếu tốc độ quá cao:
- Lưỡi không kịp “ăn”
- Ma sát tăng
- Phát tiếng rít
Nếu tốc độ quá thấp:
- Cắt không ổn định
- Lưỡi bị “kẹt nhẹ” từng nhịp
- Gây tiếng ồn không đều
Insight
Tiếng ồn lớn thường là dấu hiệu tốc độ và lực ăn dao đang không khớp với nhau.
Nguyên nhân 5: Thiếu dầu hoặc dầu không đúng chỗ
Dầu không chỉ để làm mát. Nó giúp giảm ma sát.
Khi thiếu dầu:
- Lưỡi tiếp xúc trực tiếp với kim loại
- Ma sát tăng mạnh
- Phát ra tiếng rít đặc trưng
Một lỗi hay gặp
Dầu có nhưng không tới đúng điểm cắt.
Khi đó, người vận hành vẫn nghĩ “máy có dầu”, nhưng thực tế lưỡi vẫn đang chạy khô.
Nguyên nhân 6: Lưỡi đã mòn hoặc mẻ răng
Lưỡi không còn sắc sẽ không cắt “ngọt” nữa.
Khi đó:
- Răng trượt nhiều hơn
- Ma sát tăng
- Phát ra tiếng ồn
Nếu có răng bị mẻ:
- Lực cắt không đều
- Phát ra tiếng gõ nhẹ, lặp lại theo chu kỳ
Tình huống thực tế
Có trường hợp chỉ cần thay lưỡi mới, toàn bộ tiếng ồn biến mất. Không phải do máy, chỉ đơn giản là lưỡi đã xuống quá mức.
Hậu quả nếu bỏ qua tiếng ồn
Nhiều xưởng quen với tiếng ồn nên bỏ qua.
Nhưng hậu quả không nằm ở âm thanh.
- Lưỡi mòn nhanh → tăng chi phí
- Sinh nhiệt → dễ cháy lưỡi
- Cắt lệch → phải gia công lại
- Tăng tải cho máy → giảm tuổi thọ thiết bị
Tiếng ồn chỉ là dấu hiệu. Nếu không xử lý, nó sẽ kéo theo hàng loạt chi phí ẩn.
Phân biệt nhanh: tiếng ồn do đâu?
Không cần thiết bị đo, chỉ cần để ý một chút:
- Tiếng rít cao, liên tục → thường do ma sát (sai bước răng, thiếu dầu)
- Tiếng giật, không đều → lực ăn dao hoặc máy rung
- Tiếng tăng dần theo thời gian → lưỡi đang mòn
Nghe quen sẽ nhận ra rất nhanh.
Cách xử lý đúng – đừng chỉ thay lưỡi
Khi gặp tiếng ồn lớn, nhiều người thay lưỡi ngay.
Đôi khi đúng, nhưng không phải lúc nào cũng vậy.
Cách xử lý nên đi theo thứ tự:
Trước hết nhìn phoi: có bị kẹt không, có ra đều không. Nếu không ổn → kiểm tra bước răng.
Sau đó kiểm tra dầu: có tới đúng vị trí không.
Tiếp theo là tốc độ và lực ăn dao.
Cuối cùng mới đến lưỡi.
Đi đúng thứ tự này sẽ tránh việc thay lưỡi vô ích.
Tiếng ồn không phải chuyện nhỏ
Trong xưởng, tiếng ồn lớn khi cắt kim loại không phải là “bình thường”.
Nó là dấu hiệu cho thấy lưỡi đang không làm việc đúng cách.
Nếu xử lý sớm, chỉ cần chỉnh lại thông số hoặc chọn đúng lưỡi là xong.
Nếu bỏ qua, nó sẽ âm thầm làm tăng chi phí mỗi ngày.
Nếu bạn đang gặp tình trạng máy cắt phát tiếng ồn lớn, đừng chỉ nghĩ đó là chuyện bình thường.
Hãy kiểm tra lại cách mình đang cắt.
Hồ Gia Phát có thể hỗ trợ bạn đánh giá thực tế từ lưỡi, vật liệu đến thông số vận hành để xác định đúng nguyên nhân.
Không cần thay đổi nhiều. Chỉ cần chỉnh đúng – máy sẽ chạy êm ngay.


