Sai từ lưỡi cưa là sai cả bài toán vận hành
Xưởng mới mở, máy mới, người vận hành còn đang quen tay. Lúc này đa số sẽ tập trung vào máy, vào điện, vào setup.
Nhưng có một thứ rất hay bị xem nhẹ: lưỡi cưa.
Thực tế trong xưởng, có những case rất rõ:
- Máy mới nhưng cắt rung
- Lưỡi mới mà nhanh cùn
- Cắt không thẳng, phải làm lại
Người thì đổ lỗi cho máy, người thì chỉnh tốc độ liên tục. Nhưng nếu nhìn đúng bản chất:
Phần lớn là chọn sai lưỡi ngay từ đầu.
Với xưởng mới, sai lưỡi không chỉ là hao vài cái lưỡi. Nó kéo theo:
- Mất thời gian test đi test lại
- Tăng chi phí vận hành
- Làm người vận hành mất niềm tin vào máy

Xưởng mới mở, máy mới, người vận hành còn đang quen tay
Lưỡi cưa trong xưởng: Nhỏ nhưng quyết định gần như toàn bộ quá trình cắt
Nhiều người nghĩ lưỡi cưa chỉ là vật tư tiêu hao. Dùng hết thì thay.
Nhưng trong thực tế, nó ảnh hưởng trực tiếp đến:
- Tốc độ cắt
- Độ ổn định của máy
- Chất lượng bề mặt
- Số lần phải dừng máy
Một lưỡi cưa chọn đúng có thể giúp:
- Máy chạy êm hơn
- Người vận hành đỡ canh
- Chi phí giảm mà không cần làm gì thêm
Ngược lại, chọn sai:
- Lưỡi nào cũng nhanh hỏng
- Máy bị hiểu nhầm là “yếu”
- Xưởng rơi vào trạng thái lúc nào cũng phải xử lý sự cố
Những sai lầm rất hay gặp ở xưởng mới
Chọn lưỡi theo giá – thấy rẻ là lấy
Đây là lỗi phổ biến nhất.
Xưởng mới thường muốn tối ưu chi phí ban đầu, nên chọn lưỡi giá thấp. Nhưng thực tế:
- Lưỡi rẻ → nhanh cùn
- Thay lưỡi liên tục
- Dừng máy nhiều
Tính tổng lại:
Chi phí không hề rẻ như tưởng tượng.
Dùng 1 loại lưỡi cho tất cả vật liệu
Nhiều xưởng mới không phân loại rõ:
- Thép
- Inox
- Thép ống, thép đặc
Tất cả dùng chung một loại lưỡi.
Kết quả:
- Cắt cái này ổn → qua cái khác bắt đầu lỗi
- Người vận hành không hiểu vì sao
Trong khi thực tế:
Mỗi vật liệu cần lưỡi khác nhau.
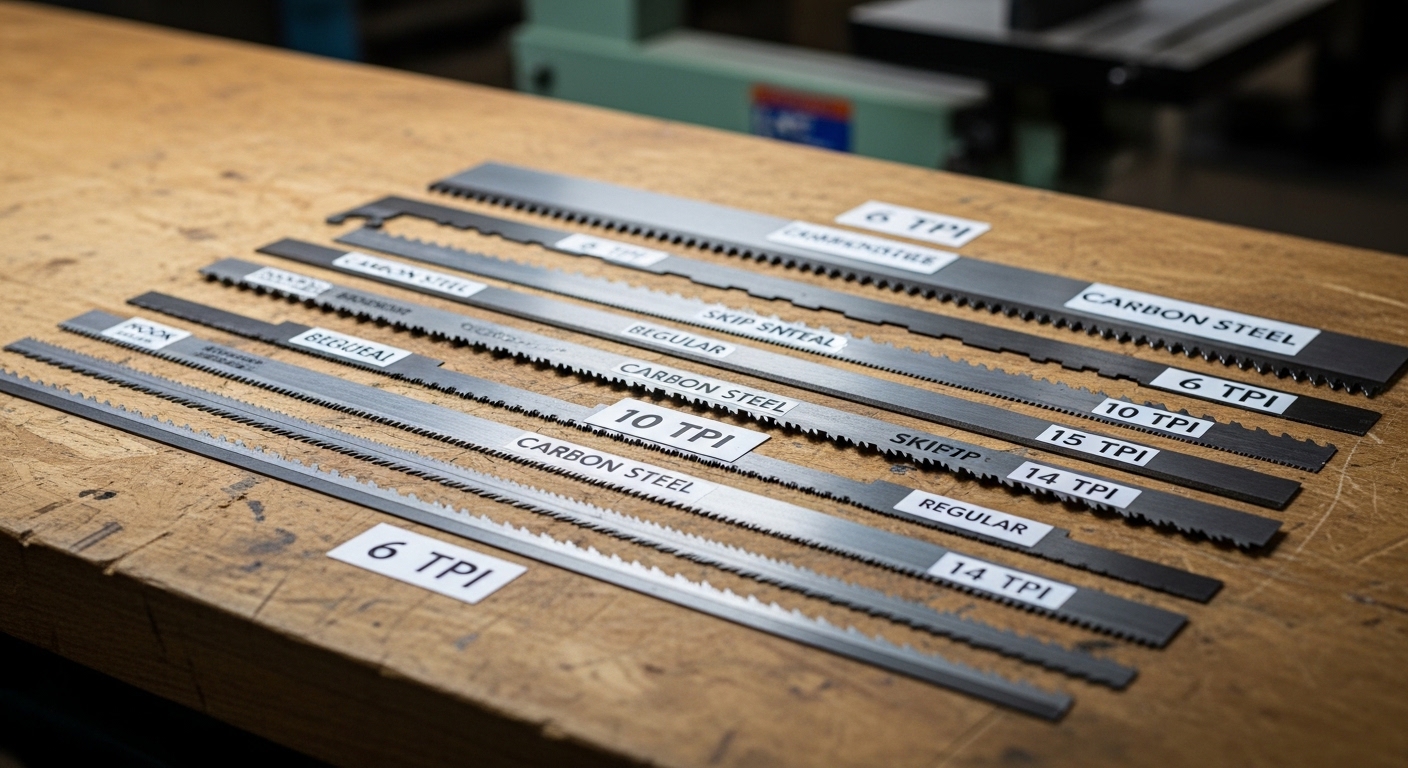
Không quan tâm bước răng (TPI)
Đây là lỗi kỹ thuật nhưng lại rất hay bị bỏ qua.
Chọn sai bước răng sẽ gây:
- Kẹt phoi
- Cháy lưỡi
- Rung khi cắt
Và đa số xưởng mới không để ý điểm này.
Hiểu đúng 3 yếu tố cốt lõi khi chọn lưỡi cưa
Không cần biết quá sâu, nhưng nếu nắm đúng 3 cái này, xưởng sẽ tránh được 80–90% lỗi.
Vật liệu đang cắt là gì?
Đây là câu hỏi đầu tiên, nhưng nhiều người lại bỏ qua.
- Thép thường → dễ cắt
- Inox → sinh nhiệt cao, dễ kẹt phoi
- Thép đặc → tải nặng
- Thép ống → cắt không đều
Nếu chọn lưỡi không đúng vật liệu:
→ Lưỡi tốt cũng thành lưỡi dở.
Độ dày phôi
Độ dày quyết định trực tiếp đến bước răng.
Nguyên tắc đơn giản:
- Phôi dày → cần răng thưa hơn
- Phôi mỏng → cần răng dày hơn
Nếu ngược lại:
- Phôi dày + răng dày → kẹt phoi
- Phôi mỏng + răng thưa → rung, ăn không đều
Tần suất sử dụng
Xưởng chạy ít và xưởng chạy liên tục là hai bài toán khác nhau.
- Chạy ít → có thể dùng lưỡi phổ thông
- Chạy nhiều → cần lưỡi ổn định, chịu nhiệt tốt
Nếu dùng lưỡi không phù hợp với cường độ:
→ Hao lưỡi rất nhanh.
Thực tế xưởng: Vì sao lưỡi mới vẫn cháy?
Một tình huống rất thường gặp:
Lưỡi mới, máy ổn, nhưng cắt vài tiếng là cháy.
Nguyên nhân thường không phải do lưỡi lỗi, mà do:
- Chọn sai bước răng
- Vật liệu không phù hợp
- Lưỡi không chịu được nhiệt
Ví dụ:
Cắt inox mà dùng lưỡi cắt thép thường:
- Phoi không thoát
- Nhiệt tăng
- Lưỡi mất độ cứng
Chỉ sau vài ca là hỏng.
So sánh: Chọn đúng vs chọn sai lưỡi ngay từ đầu
Chọn sai:
- Lưỡi nhanh hỏng
- Máy rung
- Người vận hành phải canh liên tục
- Chi phí tăng nhưng không rõ lý do
Chọn đúng:
- Cắt ổn định
- Ít phải điều chỉnh
- Tuổi thọ lưỡi cao hơn
- Dễ kiểm soát chi phí
Điểm khác biệt không nằm ở giá lưỡi, mà ở độ phù hợp.
Một case thực tế: Xưởng mới nhưng hao lưỡi bất thường
Một xưởng mới ở khu vực miền Nam đầu tư máy cắt mới hoàn toàn.
Nhưng sau vài tuần:
- Hao lưỡi liên tục
- Người vận hành phải giảm tốc
- Năng suất thấp hơn dự kiến
Sau khi kiểm tra:
- Dùng 1 loại lưỡi cho tất cả vật liệu
- Bước răng không phù hợp với phôi
Sau khi điều chỉnh:
- Tách riêng lưỡi cho inox và thép
- Chọn lại bước răng
Kết quả:
- Lưỡi dùng lâu hơn
- Máy chạy ổn định
- Năng suất tăng rõ
Không cần đổi máy. Chỉ cần chọn đúng lưỡi.
Khi nào nên dùng lưỡi cao cấp ngay từ đầu?
Xưởng mới thường phân vân: có nên đầu tư lưỡi tốt ngay không?
Câu trả lời là: tùy vào loại công việc.
Nên dùng lưỡi chất lượng cao khi:
- Cắt inox thường xuyên
- Cắt thép đặc, vật liệu khó
- Chạy sản lượng lớn
Những dòng lưỡi cao cấp (ví dụ như các dòng từ Đức như Honsberg) sẽ giúp:
- Ổn định hơn
- Ít lỗi
- Dễ kiểm soát chi phí
Nếu chọn sai ngay từ đầu, chi phí phát sinh còn cao hơn nhiều so với tiền lưỡi.
Xưởng mới không cần nhiều loại lưỡi, chỉ cần đúng loại
Không cần phải có 10 loại lưỡi khác nhau.
Nhưng cần:
- Đúng vật liệu
- Đúng bước răng
- Đúng chất lượng
Chỉ cần sai một trong ba:
→ Mọi thứ phía sau đều bị ảnh hưởng.
Trong xưởng, cái tốn nhất không phải là giá lưỡi.
Mà là:
- Thời gian dừng máy
- Sản phẩm lỗi
- Sự thiếu ổn định
Trước khi mua lưỡi cưa, nên xác định rõ 3 thứ này
Nếu đang setup xưởng mới hoặc đang bị hao lưỡi bất thường, đừng chọn theo cảm tính.
Chỉ cần làm rõ:
- Vật liệu cắt chính là gì
- Độ dày phổ biến
- Tần suất chạy máy
Từ đó chọn đúng loại lưỡi ngay từ đầu.
Đi đúng bước này, xưởng sẽ tránh được rất nhiều lỗi mà đáng lẽ không cần phải gặp.


